Using thermo-chemical fluids for humidity control in automotive industry
Temperature and humidity control for high-quality and energy-efficient vehicle painting.
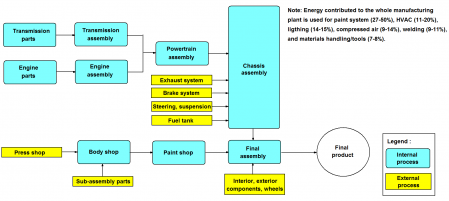
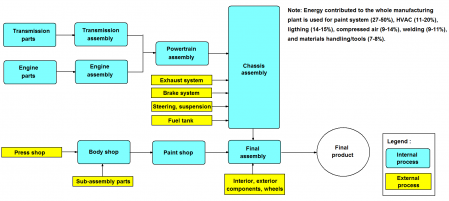
The automotive industry is continuously struggling to reduce the energy consumption of their vehicle manufacturing process. Amongst the facilities of the manufacturing plant, the paint shop is responsible for the highest energy consumption. Fig. 1 shows an example of the whole vehicle manufacturing process and the related energy consumption by sector. The article investigates the possible utilisation of thermo-chemical fluids for temperature and humidity control in the vehicle painting process with waterborne paint of NISSAN UK manufacturer and how these can reduce the energy consumption of the paint shop.
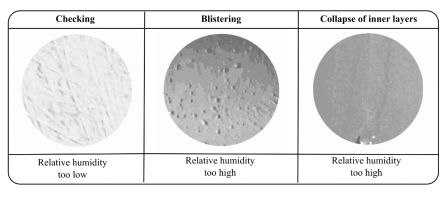
The painting process is a complex process involving different steps of spraying, curing, cooling etc. able to produce a final output with high quality in terms of appearance (colour, brilliance, etc.) and resistance (corrosion, scratches, stone chip, external conditions, etc.). The temperature and humidity control of the paint booth supply air is one of the principal causes of the high energy consumption of the paint shop. Not efficient control of the temperature and humidity of the supply air in the paint spraying operation results in paint defects, which requires vehicle reworking and implies additional costs. This is particularly true for waterborne paints, developed by automotive manufacturers to limit the emission of volatile organic compounds resulting from the painting process. Fig. 2 shows examples of paint defects due to inappropriate delivery of temperature and humidity in paint booth.

The conventional automotive painting process uses two different air supply units for paint booth supply air: air supply unit (ASU) with 100% outdoor air and air recirculated unit (ARU). Under the NISSAN UK manufacturing plant yearly outdoor air condition, the temperature and humidity required for the optimal quality of the painting process with water-based paint demands heating and humidification of the outdoor air most of the year. A conventional outdoor ASU and the process performed on the psychometric chart are shown in Fig. 3. The outdoor air condition shown is 5°C, 80% RH, while the optimal (dark green) and acceptable (light green) paint booth condition shown in the Figure are 23±1°C, 70±2%RH and 23±3°C, 70±5%RH, respectively.
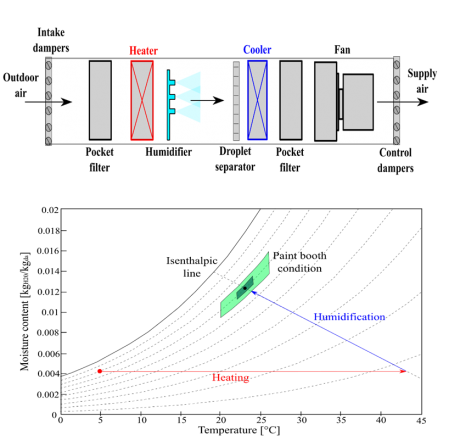

The figure shows how the process is not-efficient from an energetic point of view, given the need for significant heating and humidification throughout most of the years. An analysis of the moisture content in the outdoor air at NISSAN UK paint shop showed how this is lower than the value required by the painting process most of the year, meaning significant costs for the process. On the other hand, ARU is used by automotive manufacturers to reduce the energy consumption for delivering the outdoor air in the painting required range. An ARU and the process performed on the psychometric chart are shown in Fig. 4. The recirculated air condition shown is 26°C, 60% RH. The optimal (dark green) and acceptable (light green) paint booth condition shown in the Figure are 23±1°C, 70±2%RH and 23±3°C, 70±5%RH, respectively.
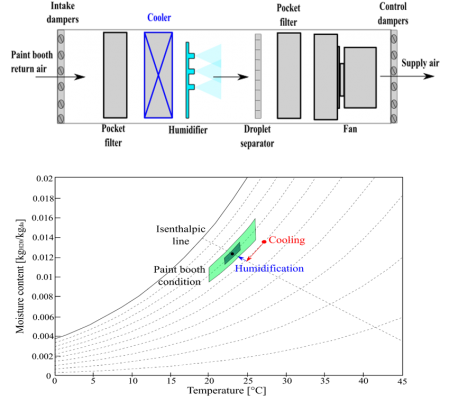

The figure shows how the recirculated air requires dehumidification and cooling before being supplied again to the paint booth. Given the simultaneous need for cooling/dehumidification and heating/humidification required by the paint shop under the considered weather conditions, the novel idea is the utilisation of the H-DisNet technology for the realisation of these two processes.
Different waste heat sources are present on-site, such as volatile organic compounds treatment system (regenerative thermal oxidiser), compressed air systems, intermediate ovens, etc. These waste heat sources can be used for hot water production, which it will be then used for the regeneration cycle of the H-DisNet technology.
Two different air supply units, one exploiting the moisture absorption ability of “concentrated” thermo-chemical fluids and the other the moisture desorption ability of “diluted” thermo-chemical fluids, would be able to efficiently use the waste heat sources available and control the moisture content required for the quality of the painting process, resulting in significant economic savings in terms of energy-consumption and avoided vehicle reworking, and beneficial environmental effects.
References:
- Hildreth AJ, Oh SC. Analytics for Smart Energy Management: Tools and Applications for Smart Energy Management, 2016.
- CAREL. Air humidity in paint booths - Sustainable solutions for correct application of paints. Technical report, 2017.